case study

Bosch Rexroth manufactures hydraulic directional control valves in France, supplied among others to various excavator OEMs.
These assemblies incorporate machined steel spool valves, cylindrical components produced in multiple variants, which must be permanently identified prior to assembly.
The facility manages several part numbers simultaneously, with a throughput requirement of one tray per minute.
In this context, the risks of error associated with manual recipe management and part loading are a real operational concern.
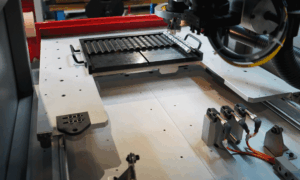
SIC MARKING deployed an XXL-BOX large-format laser marking station equipped with a tray detection system and a database-driven control interface, to secure the entire marking process while simplifying operator workflow.
Bosch Rexroth produces multiple spool valve variants on one of its manufacturing lines. Each variant corresponds to a specific parts tray and a different marking recipe, with data pulled directly from the customer database.
The cylindrical geometry of the parts requires precise positioning on the trays. A misidentified tray or incorrectly assigned recipe directly results in parts marked with wrong data — a defect that is difficult to detect downstream and costly to address.
The objective was to find a solution capable of handling this reference variability without making reliability dependent on operator vigilance.
The customer required a secure laser marking station that was straightforward to operate, required no extensive training, and could automatically detect the current tray configuration before any marking cycle was triggered.
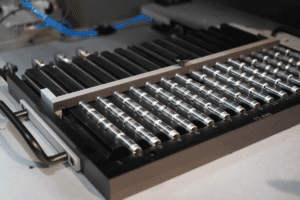
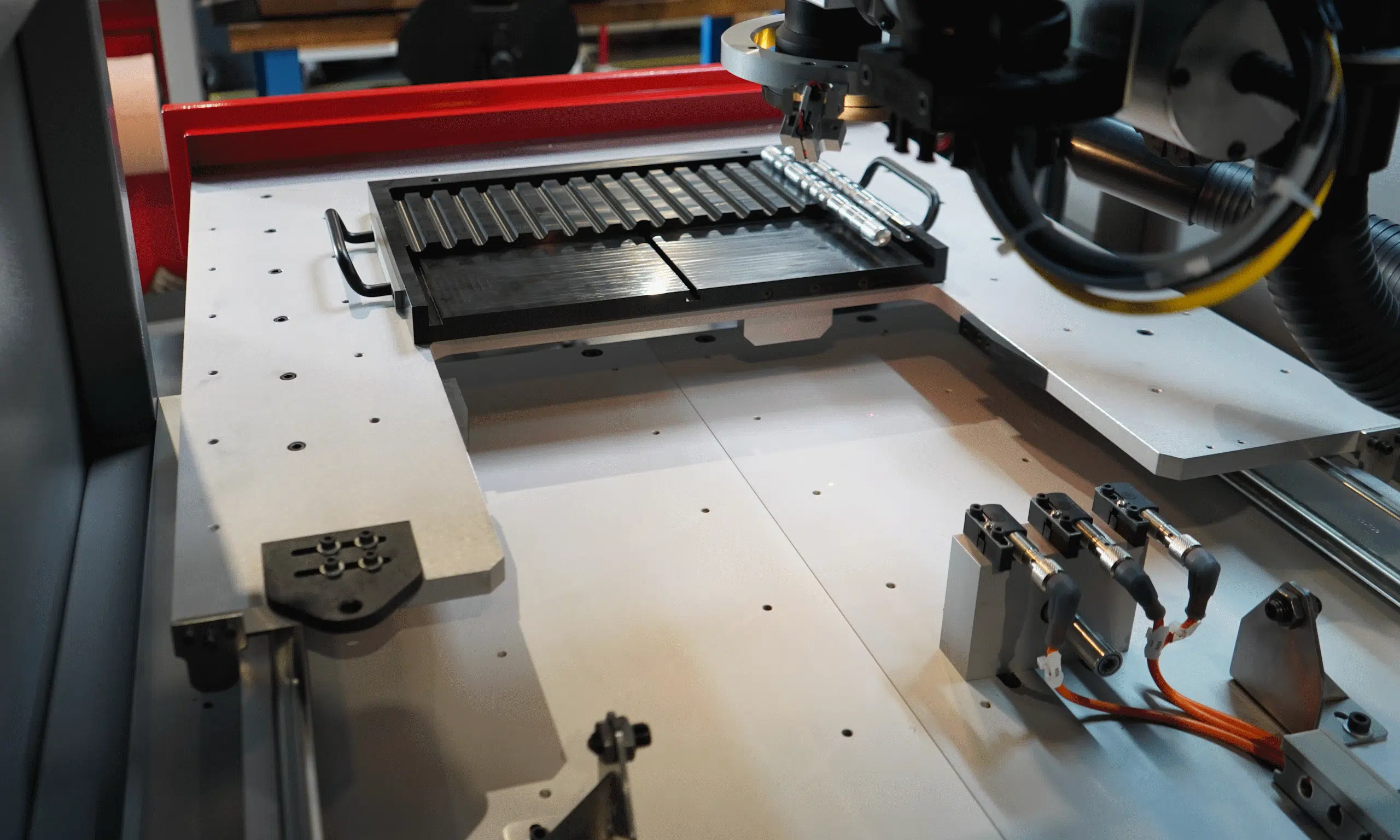
The selected solution is a XXL-BOX laser marking station, enclosed with a manual drawer, fitted with interchangeable trays designed specifically for each part variant.
Each tray is automatically detected by a set of sensors upon insertion into the drawer. This information is cross-referenced against the recipe file selected in the SIC FACTORY AUTOMATION software: if the loaded tray does not match the expected recipe, the operator receives an alert before the laser is triggered.
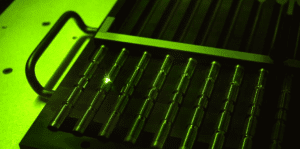
Marking data is imported directly from the customer database, eliminating all manual data entry. The laser head movement is automatically managed to cover the entire tray surface, regardless of the cylindrical parts layout.
This configuration — hardware detection, software verification, operator alert — creates a control loop that ensures compliant marking without extending the production cycle or imposing complex procedures on the operator.
The deployment of the XXL-BOX laser marking station at Rexroth addresses the facility’s dual constraint:
The operator’s role is limited to loading the drawer and confirming the launch; everything else is handled by the station.
Part traceability is secured without any additional process steps or supplementary inspection tools.

2. Operator Readiness Without Specific Training
The interface and detection logic reduce operator intervention to loading and confirmation actions. Variant and recipe management is handled by the system, not the user.
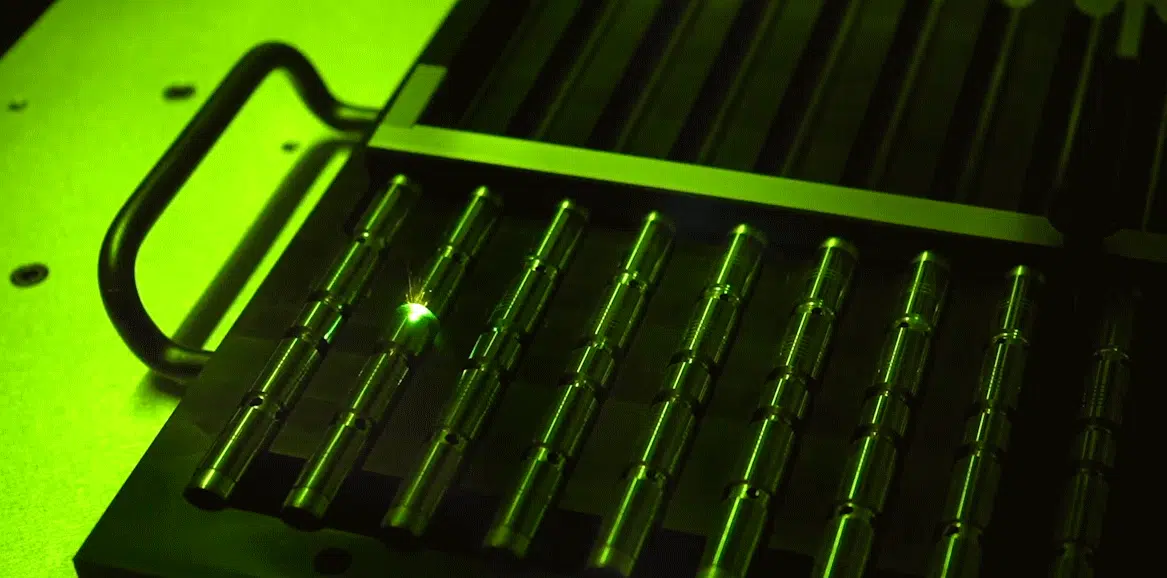
3. Consistent Marking Quality on Cylindrical Parts
Automatic laser head movement ensures uniform coverage of each tray, regardless of the current variant. Fiber laser technology delivers permanent, machine-readable marking on machined steel.








our solutions
Discover our product
Explore our core lineup of laser, dot peen, and scribing marking systems — available as portable handheld units, line-integrable modules, or fully standalone marking stations.
Want to Find Out More?
Get in touch with our experts — contact us.